
Оптимальная партия заказа: какое уравнение использовать?
Однажды я проводил обучение по методологии DDMRP для компании-производителя медицинского оборудования. Семинар посетили специалисты из различных отделов: по цепям поставок, по закупкам, производству и качеству. Каждый из участников хотел узнать что-то новое для себя, так как устал от длительного lead-time, высокого уровня запасов, низкого уровня сервиса на производстве.
К слову, эта компания уже на тот момент выполнила несколько проектов для оптимизации управления запасами на предприятии. Одним из ключевых подходов в то время был «Total Cost of Ownership» — это понятие известно, как совокупная стоимость владения или стоимость жизненного цикла (“ТСО”). Иными словами, это общая величина затрат, которые несет владелец с момента вступления в состояние владения до выхода из данного состояния (с учетом выполнения всех обязательств, связанных с владением).
Идея о ТСО показалась заманчивой, так как компания поставляет продукцию из Азии в Европу и принять во внимание истинную совокупную стоимость владения при выборе поставщиков может быть полезным делом.
Для определения ТСО разрабатываются специальные методики, ориентированные на определённый объект владения и предназначенные для определения общей величины затрат на технику, оборудование, и информационные системы, которые рассчитываются на всех этапах жизненного цикла.
Оптимальная партия заказа: расчёт с помощью формулы Уилсона
Но вернемся к семинару. Участники с интересом слушали мою лекцию до тех пор, пока я не раскритиковал формулу Уилсона, которую многие компании ранее использовали для расчета оптимальной партии заказа.
Формула Уилсона, разработанная в 1934 году, определяет оптимальный объем заказываемого товара, что, в свою очередь, позволяет минимизировать издержки, связанные с хранением и заказом необходимых запасов. Но данная формула не учитывает многих других аспектов, о которых мы поговорим дальше.
Рассказывая о том, какой в итоге ущерб нанесла данная формула для отрасли, я почувствовал непонимание со стороны слушателей.
После выяснилось, что знаменитый проект ТСО состоял в увеличении объемов закупаемой партии для уменьшения нагрузки контроля качества на входе. Действительно, для фармацевтической отрасли входной контроль является ключевой операцией, требующей эффективного отслеживания партий. А это достаточно сложный процесс.
После составления схемы потока команда обнаружила, что самый длительный lead-time приходился на контроль входа очереди заказов. По памяти, в среднем больше 3 недель.
Поэтому, чтобы сократить lead-time и расходы на предприятии, специалисты компании решили контролировать меньше партий. Для этого, на будущее было решено значительно увеличить количество каждой партии, за счет интеграции затрат на входной контроль в формулу Уилсона. Кроме того, это позволяло им размещать специальные заказы в больших объемах у специальных поставщиков.
Только по моему мнению, все эти действия противоречат потоку и ТСО. Были ли решения, которые бы сняли ограничения пропускной способности этого контроля входа? Да. Процесс был полностью ручным, без электронного учета партий, отсутствовала универсальность команды, некоторое измерительное оборудование было перегружено, а уровень качества спец. поставщиков не контролировался, что делало контроль более громоздким. Без сомнения, очень много возможностей для улучшений.
После презентации они мне так и не перезвонили. Сейчас они проявляют интерес к методологии DDMRP. Возможно, проект ТСО не принес ожидаемых результатов их компании.
Детальный обзор модели Уилсона. Почему данная формула усложняет поток?
Вернемся к сегодняшнему дню. Мы только что взяли в в отдел управления цепями поставок молодого студента. Когда я сказал ему, что формулу Уилсона нужно запретить, он удивился, так как его годами учили этой модели для определения экономических величин. Это была любимая тема одного из его профессоров!
Обучение подрастающего поколения формуле Уилсона в 2020 году — это безусловный анахронизм.
Предлагаю прояснить ситуацию и объяснить, почему я против данной формулы.

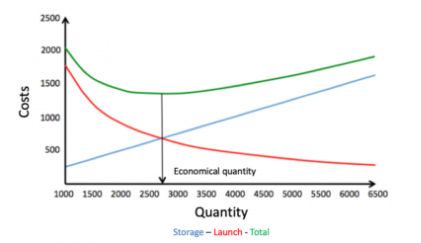
Формула Уилсона — хороший пример точности. Данная формула устанавливает оптимальную точку общих затрат между стоимостью хранения запасов и стоимостью размещения заказа.
Но если детальнее задуматься о таких вопросах:
- Как рассчитывается стоимость эксплуатации?
- Сколько стоит хранение запасов?
- Какова реальная стоимость замороженных запасов?
- Какая стоимость неликвидного товара, хранения, устаревшего товара?
- Какая цена излишних запасов и дефицитов?
- Какая стоимость упущенных продаж?
- Как рассчитать эту стоимость без смешивания переменных и постоянных затрат?
А какая же стоимость размещения заказа? Я знаю компании, которые сделали следующие расчеты: есть 4 поставщика, каждый из которых работает 1600 часов в год и обрабатывают 10 000 заказов за это время. Таким образом, стоимость заказа для одного поставщика составляет 0,64 часа. Хм — если я сделаю на 1000 заказов меньше, я сэкономлю 640 часов?
Итог:
Формула Уилсона применяет квадратный корень к отношению одного произвольного предположения к другому произвольному предположению. Это пример абсолютно неверного расчета.
Рассуждение из 1934 года явно больше не применимо. Формула Уилсона привела к тому, что большинство компаний усложнили поток, в то время как основная цель компании — создание быстрого и надежного потока материалов, который соответствуют ожиданиям клиентов!
Дело не в том, чтобы проигнорировать реальные ограничения, которые приводят к затратам. Камнем преткновения скорее выступает Поток Единичных Изделий. Это концепция бережливого производства, при которой партия производства равна 1, что в большинстве случаев нереалистично. Поток Единичных Изделий означает поштучную обработку продукта. Единая единица продукта перемещается между различными процессами.
При перевозках (контейнерами, грузовиками) или переналадке загруженного оборудования возникают затраты. Также существуют материальные потери в обрабатывающих отраслях промышленности.
Не стоит игнорировать затраты, даже если удастся повысить гибкость производства с помощью технологического развития и подходов SMED (быстрой переналадки). Наоборот, необходимо учитывать все расходы при разработке модели.
Модель Demand Driven решает проблему, связанную с защитой потока. 5 фактов
Модель Demand Driven предоставляет ценную поддержку в решении проблемы расчёта оптимального размера партий, а также согласованность с созданием быстрого и надежного потока материалов.
Приведем 5 фактов, которые влияют на надежность потока:
-
Прозрачность процессов
Размеры партий хранимых позиций представлены в виде зеленых зон буферов в модели Demand Driven. Когда зеленые области непропорциональны красной и желтой областям, это очевидно. Если ваши клиенты и персонал прошли обучение методологии DDMRP, то они должны понимать влияние зеленых зон. В таком случае будет легче приходить к единому мнению.
-
Экономический эффект на стоимость запасов
Влияние зеленой зоны на стоимость запасов легко перевести в уровни запасов. Операционная модель может быть смоделирована с использованием нескольких размеров партии, а влияние на запасы, обслуживание и lead-time легко оценить.
-
Правильный расчет оптимального размера партий
Использование циклов заказов (интервал в днях между каждой партией) или фактора lead-time (использование процента для определения разумного размера партии по отношению к короткому, среднему или длительному lead-time) позволяет настроить модель, учитывающую существующие ограничения.
-
Групповое планирование
Буферы запасов и буферы времени DDMRP легко осуществляют групповое планирование: группирование элементов, которые могут быть объединены с меньшими затратами, с учетом приоритетов клиентов в реальном времени. Это эффективный способ уменьшить размер партии на уровне SKU без нарастания затрат. Определение этих правил при разработке операционной модели позволяет извлекать из операций или из запутанных файлов Excel логику, адаптированную для управления данным потоком.
-
Непрерывное улучшение
Эффективность модели Demand Driven постоянно повышается в процессе ее использования.
Каков в конечном итоге выгодный размер партии? Партия выгодна в том случае, когда:
- позволяет материалам проходить в потоке быстро
- является совместимой с текущим состоянием наших возможностей
- и прагматично учитывает наши ограничения
А мы, в свою очередь, постоянно работаем над ее сокращением. Это не требует уравнения квадратного корня, но требует знаний и постоянной работы нашего разума. Будьте Demand Driven.
Источник: https://demanddriventech.com/blog/batching-for-ddmrp-flow-what-is-the-equation/


